











发布时间:2026-03-09发布者:站长
硫化氢压缩机的核心特点:适配高危介质的专用技术特性
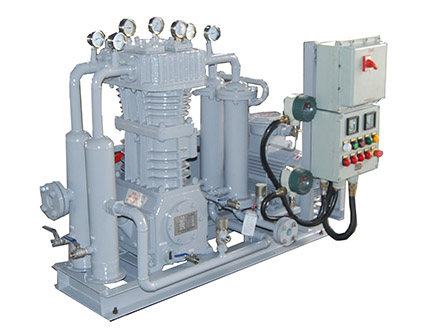
硫化氢(H₂S)作为一种剧毒、易燃、强腐蚀性的气体,其压缩处理对设备有极高的安全与耐蚀要求。硫化氢压缩机专为该介质设计,核心特点围绕安全防护、耐蚀抗腐、稳定运行三大核心需求展开,在石油化工、天然气开采、环保脱硫等场景中不可或缺。
一、极致耐蚀性:抵御硫化氢的化学侵蚀
硫化氢在潮湿环境下易生成氢硫酸,且会引发金属“氢脆”“应力腐蚀开裂”等问题,因此耐蚀性是其*核心的设计特点:
核心材质升级:与普通压缩机不同,其接触介质的关键部件(气缸、活塞、气阀、密封圈、管道)均采用耐硫合金或特种材料,如316L不锈钢(抗一般腐蚀)、哈氏合金C276(耐强腐蚀,适配高浓度H₂S)、蒙乃尔合金(抗氢脆与硫化物腐蚀),避免部件因化学侵蚀失效。
结构防腐蚀设计:压缩腔采用“无死角抛光”工艺,减少介质残留导致的局部腐蚀;密封系统摒弃普通橡胶材质,改用氟橡胶、全氟醚橡胶等耐硫密封件,防止密封失效引发气体泄漏。
二、全链条安全防护:应对剧毒易燃风险
硫化氢的毒性(空气中浓度超过10ppm即有危害)与易燃性(爆炸极限4.3%-46%)要求设备具备多层安全保障,这是其区别于常规压缩机的关键特点:
泄漏防控机制:配备“双重密封+泄漏监测”系统,一级为机械密封(阻止介质渗出),二级为氮气密封(形成隔离气幕);同时集成H₂S浓度传感器,一旦检测到泄漏(浓度超阈值),立即触发声光报警并自动停机。
防爆与抗燃设计:整机符合Ex d IIB T4(或更高等级)防爆标准,电机、电控系统、阀门等均采用防爆型,避免电气火花引燃泄漏的H₂S;部分机型内置“阻燃排气管道”,防止压缩过程中因介质摩擦或静电引发燃烧。
应急处理功能:出口端设置“紧急泄压阀”,当系统压力超限时自动泄压;部分设备配套“碱液吸收装置”,停机后可通过碱液(如NaOH溶液)冲洗压缩腔,中和残留的H₂S,降低维护时的安全风险。
三、稳定运行适配性:适应复杂工况需求
化氢气体的来源(如油田伴生气、炼化尾气)往往伴随杂质(如油气、水分、固体颗粒),且工况压力、流量波动大,因此压缩机需具备强工况适配能力:
杂质预处理兼容:入口端预留“过滤-脱水-除油”接口,可直接对接前置处理系统,避免杂质进入压缩腔磨损部件或堵塞气阀;部分机型内置“自清洁滤网”
,减少频繁拆洗的频率。
宽工况调节能力:采用变频驱动或多级压缩结构,可根据实际需求(如H₂S浓度波动、下游用气量变化)调节转速或压缩级数,确保出口压力稳定(常见工作压力范围0.8-15MPa,适配不同处理场景)。
低维护与长寿命设计:关键运动部件(如活塞环、轴承)采用“耐硫耐磨复合材料”,减少腐蚀与磨损导致的故障;同时优化润滑系统,使用耐硫专用润滑油,避免润滑油与H₂S反应生成有害物质,延长换油周期。
四、环保合规性:满足排放与处理标准
在环保要求日益严格的背景下,硫化氢压缩机需配合后续处理环节(如脱硫、焚烧)实现合规排放,其设计具备明显的环保适配特点:
低排放结构:压缩过程中无介质二次污染,出口气体可直接输送至脱硫装置(如胺法脱硫、干法脱硫),避免因设备设计缺陷导致的H₂S无组织排放。
能耗优化:采用高效节能电机与优化的压缩曲线,在保证处理量的同时降低能耗,尤其在连续运行场景(如油田伴生气处理)中,可减少能源消耗与碳排放,符合“双碳”目标要求。
综上,硫化氢压缩机并非普通压缩机的简单改造,而是通过“耐蚀、安全、稳定、环保”四大核心特点,形成对高危介质的专属适配能力,是保障硫化氢处理过程安全、高效、合规的关键设备。


本文关键词:
服务热线





