











发布时间:2026-03-09发布者:站长
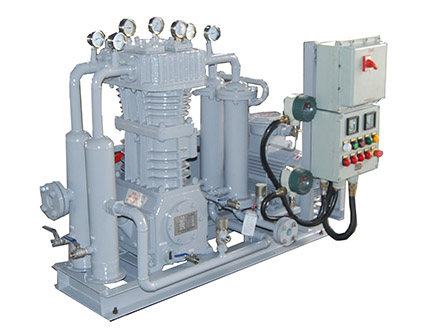
裂解气压缩机:石油化工装置的“核心动力心脏”
在现代石油化工产业链中,裂解气压缩机是连接上游裂解装置与下游分离系统的关键核心设备,其稳定运行直接决定了整个乙烯装置的生产效率、产品质量与安全水平,被业内誉为石化装置的“动力心脏”。
一、应用场景:聚焦乙烯生产核心环节
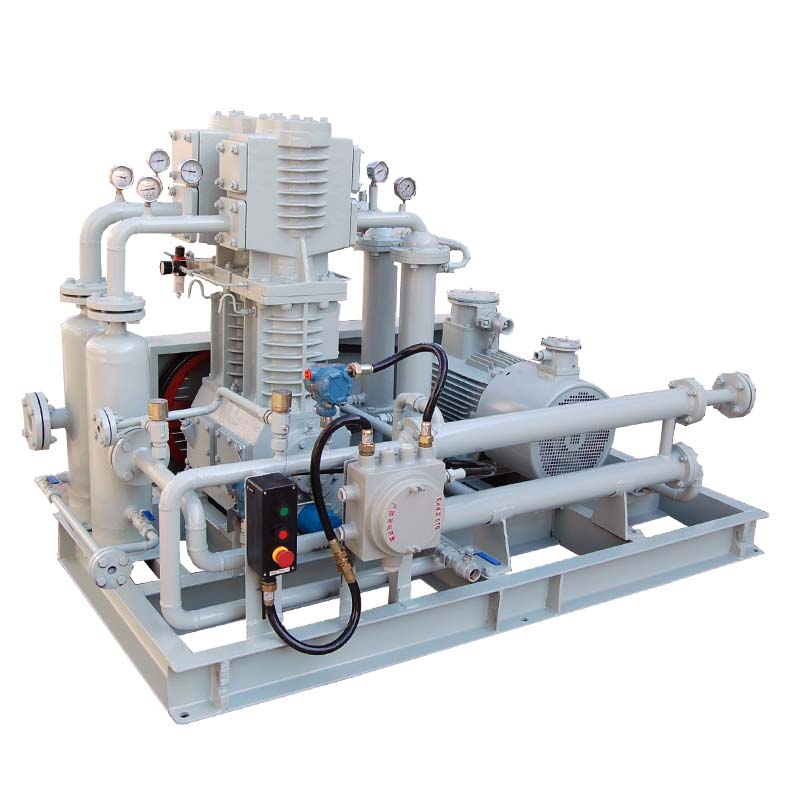
裂解气压缩机的核心应用场景集中在乙烯生产装置中,具体承担裂解气的升压与输送任务,是“裂解-分离”工艺链的桥梁,主要应用环节包括:
1. 裂解气初步升压:接收来自裂解炉的高温裂解气(成分含乙烯、丙烯、甲烷、氢气及少量杂质),通过首级压缩将压力从0.1-0.2MPa提升至1.0-1.5MPa,为后续冷却、除杂工序提供压力基础。
2. 多段压缩与工艺适配:采用3-4段分级压缩模式,每段压缩后配合冷却器降低气体温度(避免烯烃聚合),*终将裂解气压力提升至3.5-4.5MPa,满足下游脱甲烷塔、脱乙烷塔等分离设备的操作压力要求。
3. 杂质同步处理:在压缩过程中,通过内置的分液罐、过滤器同步分离裂解气中的凝液(如重组分油)与固体杂质,防止后续设备堵塞或腐蚀,保障分离系统稳定运行。
二、核心作用:支撑石化装置高效运行
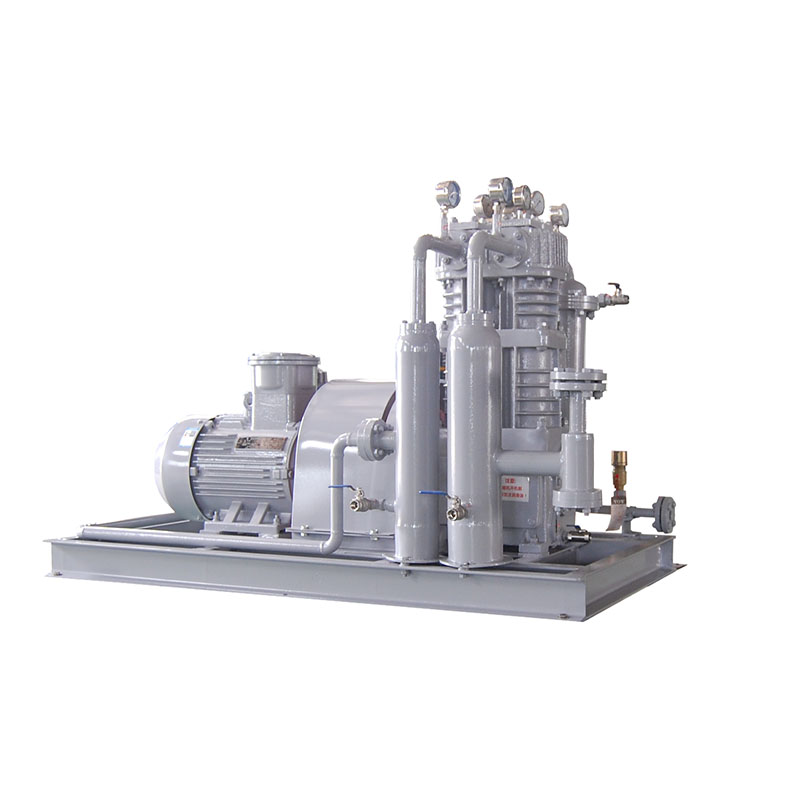
1. 保障生产连续性:作为乙烯装置的“动力中枢”,裂解气压缩机一旦停机,整个装置需紧急停车,将造成巨大经济损失。其高可靠性设计(如双轴系、备用油泵)可实现年均运行时间超8000小时,满足石化装置长周期生产需求。
2. 提升分离效率:通过精准控制压缩压力与出口温度,为裂解气中各组分(氢气、甲烷、乙烯、丙烯)的精馏分离创造*优工艺条件,直接影响乙烯、丙烯等核心产品的收率,压力控制精度每提升0.1MPa,产品收率可提高0.5%-1%。
3. 降低能耗成本:现代裂解气压缩机采用高效叶轮(气动效率超85%)、变频调速电机及余热回收系统,相比传统设备能耗降低10%-15%。以年产100万吨乙烯装置为例,高效压缩机每年可节省电费超千万元。
三、技术发展趋势:向高效、智能、绿色升级
随着石化行业对“降本、增效、减碳”需求的提升,裂解气压缩机技术正朝着三大方向发展:
- 高效节能化:采用三元流叶轮、磁悬浮轴承等技术,进一步降低压缩能耗;整合压缩机与膨胀机,利用裂解气余压回收能量,实现“压缩-能量回收”一体化。
- 智能运维化:搭载振动、温度、压力等多参数在线监测系统,结合AI算法实现故
障预警(如轴承磨损、叶轮结焦提前预测),将维护周期从“定期检修”升级为“预测性维护”,减少非计划停机。
- 大型化与定制化:针对大型乙烯装置(年产150万吨以上),开发排量更大的压缩机(单台处理量超10万Nm³/h),减少设备数量;同时根据裂解原料(石脑油、乙烷、丙烷)差异,定制压缩流程与参数,适配不同原料的工艺需求。
综上,裂解气压缩机不仅是石化装置的关键设备,更是推动石油化工行业向高效、低碳、智能化转型的核心动力之一。未来,随着新材料、智能控制技术的不断突破,其在石化产业链中的“心脏”作用将更加凸显。


本文关键词:
服务热线





